Industrial vacuum pumps and their features

Industrial vacuum pumps and their features
Industrial vacuum pumps are important equipment used in many industrial processes. These pumps are used to pump or transport air, gas or liquids. Features of industrial vacuum pumps include:
High suction power: industrial vacuum pumps have high suction power that allows them to pump large volumes of air, gas or liquid.

Durability: Industrial vacuum pumps are made of durable materials that can withstand harsh industrial environments for a long time.
High performance: industrial vacuum pumps can quickly pump large volumes of air, gas or liquid.
Different Working Pressures: Industrial vacuum pumps can have different working pressures that can be used in different industrial processes.
Low maintenance requirements: Industrial vacuum pumps can have low maintenance requirements that do not require regular maintenance.
High Efficiency: Industrial vacuum pumps can achieve high efficiency with energy-saving motors and high-efficiency designs.
Various applications: Industrial vacuum pumps can be used in many industries such as the chemical, food, pharmaceutical and oil and gas industries.
Vacuum Pump Considerations
Here are some important factors to consider when choosing a vacuum pump:
Appropriate capacity: The vacuum pump must have the required capacity to meet the needs of the application, expressed as volume flow or pressure.
Process requirements: The vacuum pump must comply with the requirements of the application. For example, the choice of vacuum pump material should be made according to the properties of the materials to be processed in the process.
Durability: A vacuum pump must be durable for long and efficient operation.
Energy Efficiency: The energy efficiency of a vacuum pump can reduce operating costs with minimal environmental impact.
Ease of maintenance: The vacuum pump should be designed to be easy and fast to maintain.
Susceptibility to Dirt and Dust: The vacuum pump can be sensitive to dirt and dust generated during operation, which requires proper filtration and cleaning systems.
Reliability: The reliability of a vacuum pump is crucial to its trouble-free operation. Therefore, you should choose a quality and reliable vacuum pump.
Cost: The cost of the vacuum pump should also be considered in the selection process. Choosing a high-quality vacuum pump at an affordable price can reduce long-term operating costs.
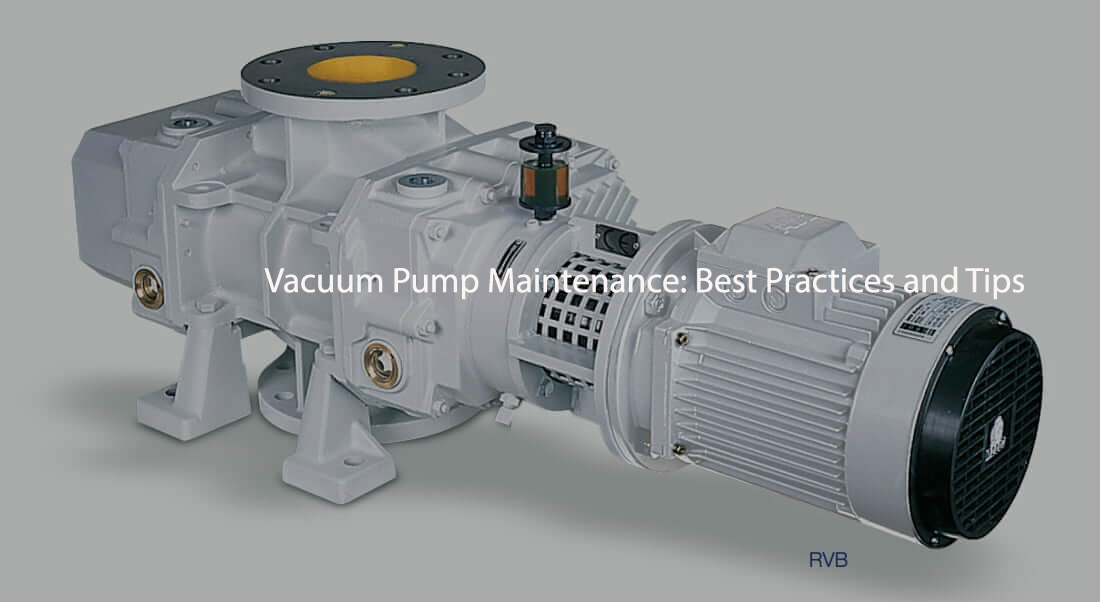
Vacuum Pump Maintenance: Best Practices and Tips
Maintenance of vacuum pumps is important to ensure their efficient and durable operation. Below are suggestions and tips for vacuum pump maintenance:
Schedule maintenance: scheduling a regular maintenance schedule for vacuum pumps will ensure they run efficiently and last longer. The maintenance program should include regular checks, cleaning, lubrication and other maintenance tasks.
Lubrication: Vacuum pumps often require lubrication. The lubrication process must be done in accordance with the type and frequency of the oil specified by the manufacturer.
Filter change: Vacuum pump filters should be changed regularly. Filters trap dirt and grime in the air or during operation, preventing contaminants from entering the pump.
Check hoses and connections: Vacuum pump hoses and connections should be checked regularly for leaks. Leak detection improves pump efficiency.
Cleaning: Vacuum pumps should be cleaned regularly. The cleaning process removes dirt and dust which keeps the pumps running efficiently.
Keeping Maintenance Records: Tasks performed while servicing the vacuum pump should be recorded in maintenance records. These records are important for regular maintenance and determining future service needs.
Follow the maintenance instructions:The vacuum pump should be serviced according to the manufacturer's instructions. These instructions ensure that maintenance work is carried out correctly and extend the life of the pump.
Professional Support: If a problem occurs during the maintenance of the vacuum pump, professional help should be sought. Professional support keeps pumps running efficiently and prevents costly repairs.
Vacuum Pump Technologies: Dry and Oil Vacuum Systems
Vacuum pump technologies fall into two categories: dry-lubricated and lubricated systems. Each has its own advantages and disadvantages. The features of dry and oil vacuum systems are as follows:
Dry vacuum pumps. Dry vacuum pumps are a technology that does not use oil to drive the vacuum pump. These pumps are especially used in applications that require high vacuum levels. Dry vacuum pumps eliminate moisture or gases created during operation and require minimal maintenance. However, they have a high noise level and a higher purchase cost.
Oil Lubricated Vacuum Pumps: Oil-lubricated vacuum pumps use oil to drive the vacuum pump. These pumps are more conventional technology suitable for low to medium vacuum applications. Lubricated vacuum pumps are quiet and have a more reasonable purchase cost. However, regular oil changes and higher maintenance requirements are required.
Both technologies have advantages and disadvantages depending on the application. Dry vacuum pumps are preferred for their high vacuum and low maintenance requirements, while oil lubricated vacuum pumps are better suited for low to medium vacuum and offer a more affordable price point.
How are vacuum pumps used in industry?
Vacuum pumps have a wide range of applications in industrial processes. Below are some industrial applications of vacuum pumps:
Food industry: Vacuum pumps are used in food production and packaging processes. Vacuum pumps are used for vacuum processing in food production. Vacuum pumps are used during packaging to keep the food fresh and to have a longer shelf life.
Medical sector: Vacuum pumps are used for sterilization and aspiration in the medical sector. During sterilization, vacuum pumps ensure proper sterilization of various medical devices and instruments. Vacuum pumps are used to draw fluid and other materials from patients during aspiration.
Automotive: In the automotive industry, vacuum pumps are used to operate vehicle brake systems. Vacuum pumps are used to create a vacuum in the brakes of the car.
Chemical industry: In the chemical industry, vacuum pumps are used for chemical reactions and the production of chemical products. Vacuum pumps are also used in processes such as evaporation, distillation and drying.
Electronics Industry: In the electronics industry, vacuum pumps are used for semiconductor manufacturing, vacuum coating, and vacuum assembly of components.
Vacuum pumps have a wide range of applications in various industries and can be adapted to a wide variety of applications.
Energy Efficiency and Environmental Impact of Industrial Vacuum Pumps
Industrial vacuum pumps play an important role in the production processes, as well as their energy efficiency and environmental impact. Below are some key issues regarding the energy efficiency and environmental impact of industrial vacuum pumps:
Energy Efficiency: Industrial vacuum pumps can consume a lot of energy, so energy efficiency is an important factor to consider when choosing them. Also, regular maintenance and calibration of vacuum pumps can save energy.
Environmental impact: Industrial vacuum pumps can produce exhaust gases and emissions. The manufacture, use and disposal of vacuum pumps can have an environmental impact. For this reason, the design and production of vacuum pumps should be done in a way that reduces their impact on the environment. In addition, environmentally friendly methods such as recycling and reuse should be used for the disposal of vacuum pumps.
Technological advances: Technological advances can be used to reduce the energy efficiency and environmental impact of industrial vacuum pumps. New vacuum pump technologies can provide pumps that use less energy and produce less waste gas and emissions. And innovative designs and materials can help make vacuum pumps more environmentally friendly.
The energy efficiency and environmental impact of industrial vacuum pumps are also important for business continuity and regulatory requirements. Therefore, the selection, use and disposal of vacuum pumps should be done with energy efficiency and environmental impacts in mind.
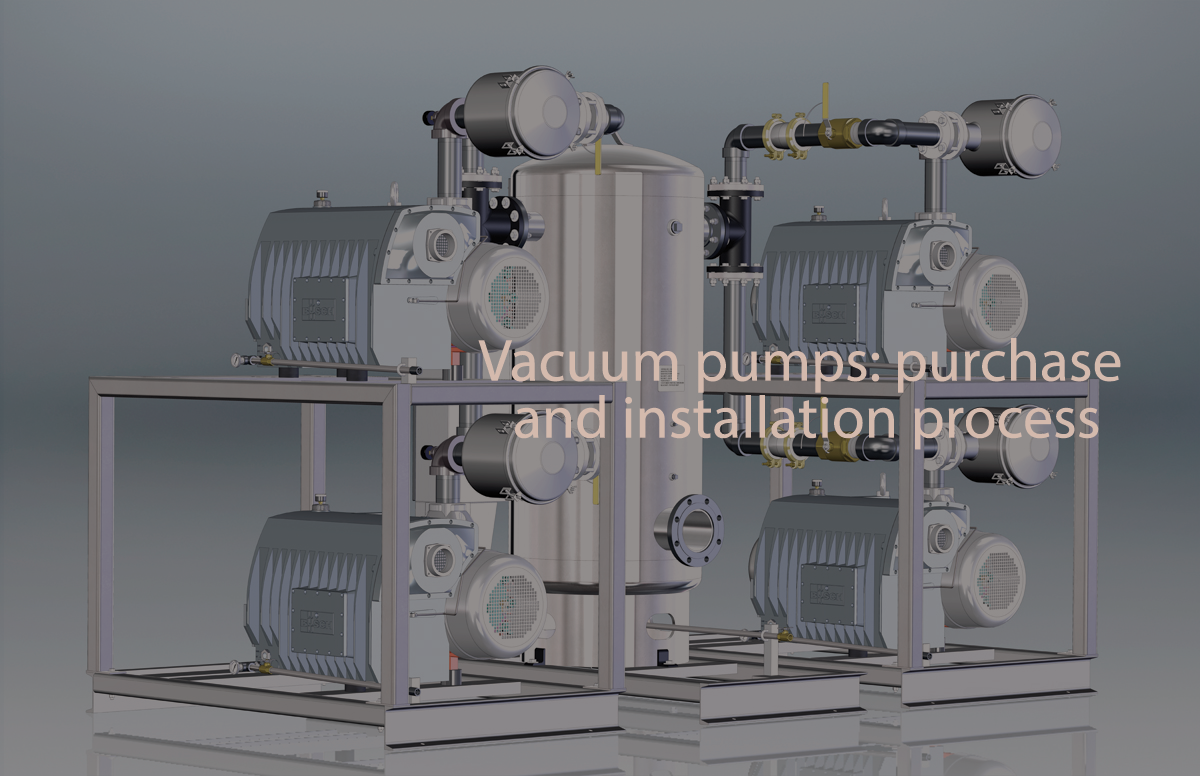
Vacuum pumps: purchase and installation process
Vacuum pumps play an important role in the production processes, so the purchase and installation process must be thorough. Here are some key issues regarding the purchasing and installation process of vacuum pumps:
Needs analysis. Before purchasing a vacuum pump, a needs analysis must be done. The appropriate vacuum pump should be selected according to the needs of the business. A needs analysis will help determine factors such as a vacuum pump's capacity, pressure level, airflow and other characteristics.
Price Comparison: Vacuum pumps can be found in different price ranges. However, price should be just one factor. The performance, performance, quality and other factors of the vacuum pump should also be considered. When comparing prices, you should choose the right vacuum pump for your business needs.
Installation: The vacuum pump must be installed by qualified personnel. The installation process should include proper placement, piping connections, electrical connections, and other factors. The installation process is critical to the correct operation of the vacuum pump. Before installation, attention should also be paid to the suitability of the room and place where the vacuum pump will be placed.
Maintenance: Regular maintenance is essential for the longevity and smooth operation of vacuum pumps. Maintenance is essential to understanding how a vacuum pump works and optimizing performance. The maintenance process may include vacuum pump cleaning, lubrication, filter replacement, calibration and other factors.
The purchase and installation of vacuum pumps plays a crucial role in the smooth functioning of business processes. Choosing and properly installing the right vacuum pump for business needs will increase the performance and life of your vacuum pump. Regular maintenance will also increase the efficiency and service life of the vacuum pump.
New trends and developments in industrial vacuum pumps
Industrial vacuum pumps are an ever-evolving field of technology that is facing new trends and developments. Below are some examples of new trends and developments in industrial vacuum pumps:
Digitalisation: Industrial vacuum pumps are being integrated with digital technology. Sensors and smart systems are used to optimize the performance of vacuum pumps. These technologies allow remote monitoring and control of vacuum pumps, simplifying maintenance and repair processes and reducing costs.
Energy Efficiency: Industrial vacuum pumps are making progress in energy efficiency. New generation vacuum pumps consume less energy and provide higher efficiency. This saves costs for the business and reduces environmental impact.
Compact design. Industrial vacuum pumps are moving towards a more compact design. This means businesses use less space and offer more flexible installation options. Compact vacuum pumps are ideal for small businesses and mobile applications.
Low noise level. Industrial vacuum pumps with lower noise levels are being developed. This is important for the health and safety of employees. The low noise level also provides environmental benefits for the business.
Air Pollution Control: Industrial vacuum pumps are also being developed to combat air pollution. New generation vacuum pumps produce fewer emissions, helping businesses comply with environmental regulations.
Industrial vacuum pumps are a constantly evolving field of technology. Digitization, energy efficiency, compact design, low noise and air pollution control are new trends and developments in industrial vacuum pumps. By following these developments, businesses can use more efficient, environmentally friendly and economical vacuum pumps.
Troubleshooting vacuum pumps: identify problems and solutions.
Vacuum pumps are important devices widely used in industry. However, problems can occur with vacuum pumps that can affect their efficiency and service life. For this reason, it is important to have knowledge about the detection of problems related to vacuum pumps and their solutions. Common problems with vacuum pumps and possible solutions include:
Low vacuum level: A low vacuum level can affect the efficiency of the vacuum pump. The causes of this problem can be air leaks, lack of oil or insufficient lubrication. To resolve this issue, carefully inspect the vacuum pump system and repair any air leaks. Also, using the right vacuum pump oil and occasional lubrication can help solve the problem.
High vacuum pump temperature: High vacuum pump temperature can adversely affect the pump and its system. The causes of this problem can be high operating temperature, insufficient cooling or lack of oil. To solve this problem, it is necessary to use cooling and lubrication suitable for the vacuum pump. In addition, businesses should take the necessary measures to prevent the vacuum pump from operating at high temperatures.
Noisy vacuum pump operation: Noisy vacuum pump operation can disrupt plant operation and shorten the life of the vacuum pump. The causes of this problem can be overload, low vacuum or mechanical problems. To solve this problem, it is necessary to protect the vacuum pump from overload and perform regular maintenance.